

1.Battery heat generation and fast charge rate
In PHEVs and EVs, battery fast-charging rates are increasing. Currently, mainstream battery fast-charging rates have reached 5C or even 10C or higher. This generates significant heat, requiring a battery cooler with robust heat dissipation capabilities. In super fast charging,even standard battery direct currents have reached over 500A. Based on the equation Q = I^2R, for example, with a cell internal resistance of 0.5 milliohms, a single cell generates 125W of heat. For a 1P112s pack, the total heat generated by the pack reaches 14kW.This is a huge challenge for lithium ion battery cooling system.
2.Advantages of battery evaporative cooler
Battery pack coolers using refrigerant for direct cooling offer high cooling efficiency. Compared to liquid cooling, the vehicle’s cooling circuit architecture is reduced, lowering vehicle costs. R1234yf or R134a to replace the 50/50 ethylene glycol coolant can also reduce the vehicle weight, since it will only need 800g refrigerant compared to 10kg of coolant for battery cooling.

3.Aluminum material for battery evaporative cooler
3003 aluminum alloy is commonly used. Specifically, the base plate is 3003MOD, the channel plate is 3003MOD+4045/4343, and the nozzle is 3003. The material meets the requirements of static pressure resistance and corrosion.
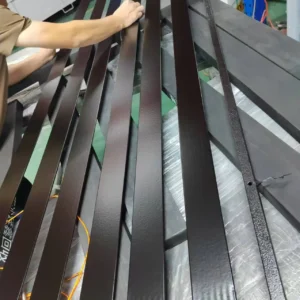
4.battery evaporative cooler components prepare
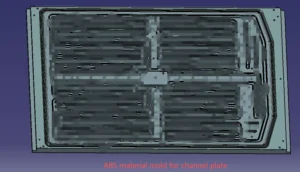
4.1 Channel plate stamping
During the proofing phase, ABS soft mold tooling can be used. The mold can be done in 10 days, which is relatively low-cost and allows for stamping of approximately 30 pieces. This method is suitable for rapid sample delivery and performance verification.
For small batches, 45 steel can be used for the channel plate mold. The mold can be done in 15 days, which is affordable and allows for stamping of 500-1000 pieces.
For mass production, mass production molds can be used. The mold can be finished within 50 days, allowing for stamping of 500,000 pieces.
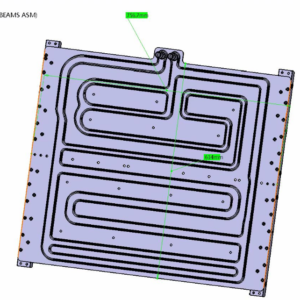
4.2 Base plate stamping or laser cut
You can use soft tool and only need to open a set of punching and trimming molds. Or you can use laser for small batch proofing without incurring mold costs.
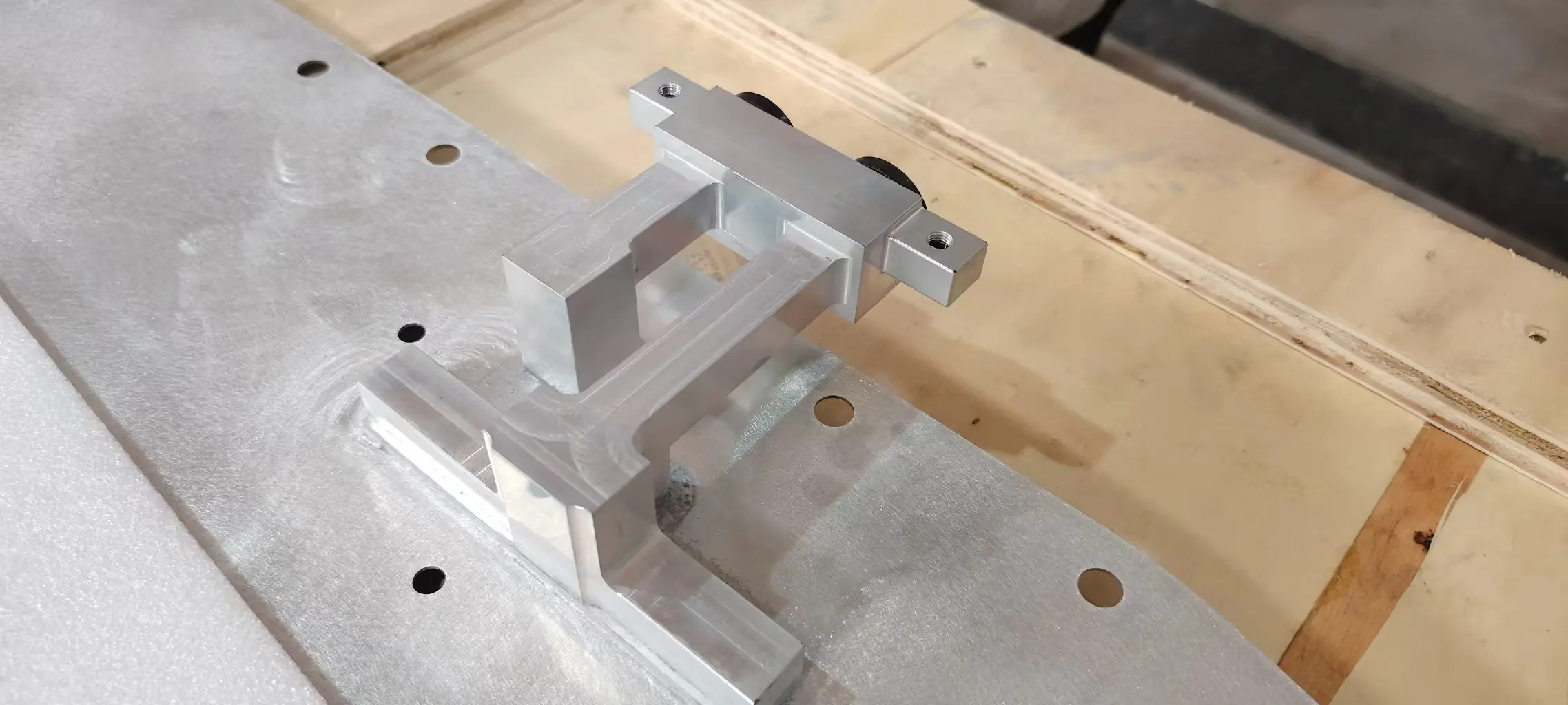
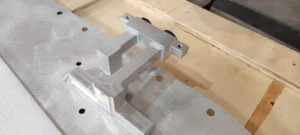
4.3 Nozzle CNC machining
The nozzle is made of aluminum alloy 3003 and processed by CNC machine.
4.4 PC cutting
Some customers apply PC strips to the base plate. The main function of the PC strips is to adhere to the base plate using double-sided tape. The length of the PC strips covers the entire length of the battery cells, preventing direct contact between the cells and the cold plate. This also ensures a certain gluing thickness.
The PC strips can be manually cut to the desired length.
5 Braze flux roller coating
To remove the oxide layer on the cold plate surface, the channel plate with the 4045/4343 composite layer requires a flux spray application. The flux is composed of potassium fluoroaluminate and is intended to remove the oxide layer before the 4045/4343 composite layer melt. Common flux application methods include spraying and roller coating. Roller coating minimizes flux usage; for details, see our research on the differences between flux spraying and roller coating. The roller coating method used in our factory reduces flux residue, achieves excellent internal cleanliness, reduces the possibility of channel blockage, and satisfies flux residual testing.
After roller coating, a CCD camera automatically detects flux adhesion and automatically alerts if the coating is poor.
6 battery evaporative cooler core assy
At the assembly station, the equipment automatically delivers the roll-coated channel plate via a conveyor. A robotic arm grabs the base plate and places it on the riveting platform. The nozzle is manually positioned on the base plate, followed by the welding ring. The nozzle and base plate are then riveted together using the rivet head.
The base plate and channel plate are then stack together and sent to the furnace for brazing.
7 Tunnel furnace brazing cold plate
Brazing is performed in a tunnel furnace using a pre-set brazing procedure. First, the battery cold plate undergoes degreasing, drying, brazing, and cooling, and is brazed out of the furnace. The entire process takes approximately 30 minutes.
8 Helium air tightness test for direct battery cooler
We use a higher pressure than we do for liquid cooling plates to detect leaks on direct contact coolers. To ensure airtightness, we use helium testing. The leak detection pressure is 2 MPa, and the helium leak rate is <1.5*10-6 mbar*L/s.
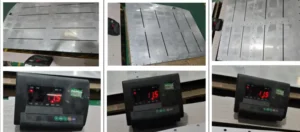
9 quality inspection for battery evaporative cooler
Flatness is a key inspection parameter. For large battery cooling plate, we internally control the flatness to less than 10mm in the free state. The local flatness within the module area is 0.8mm in the constrained state. Furthermore, we perform positional and contour dimensional inspections to ensure that the customer’s installation dimensions meet the drawing requirements.
If you need design and manufacturing a battery evaporative cooler,please don’t hesitate to contact us.


Reviews
There are no reviews yet.