Aluminum alloy heat exchangers, such as battery liquid cooling plates and direct cooling plates, require a layer of flux applied to the 4045/4043 coating before brazing to remove oxidation,and form a good brazing radius. For battery cold plates, should spray coating or roller coating be used?Our factory explains the differences between the two methods based on actual production experience.
1.Flux spraying
Flux spraying is a process in which the liquid-state flux is pumped up from the spray section of the brazing furnace and sprayed into a mist form through a spray nozzle, adhering to the surface of the entire channel plate.
The spraying surface of the channel plate needs to face upwards, and the angle and flow rate of the nozzle need to be set. A layer of flux adheres to the surface of the channel plate, and it is not possible to choose not to spray certain areas.
2.Flux roller coating
Unlike spray-applied, low-concentration flux, roller-applied flux is slightly thicker. Utilizing the gap between the roller and the cold plate, the flux is rolled onto the channel plate, acting only on the surface in contact with the base plate.
3.drawback of spraying
Because you can’t select which surfaces to spray, all surfaces must be sprayed. For the same coating thickness, the weight of spraying is heavier than roller coating,cause of the bigger spray area. Spraying also results in localized thickness variations due to nozzle angle settings. Because the flux needs to be recovered during spraying, a lot of flux inevitably drips from the bottom of the equipment, leaving residual flux in the workshop.
4.Comparison of flux usage between roller coating and spray coating
One of our customers has a direct cooling plate. Because the flow channel design is finer, denser, and shallower than that of the liquid cooling plate, the customer is concerned that excessive flux will block the flow channel. Since brazing only involves the contact joint between the flow channel plate and the base plate, the bottom of the flow channel does not need to be coated with flux. However, spraying will also spray flux on the bottom of the flow channel, resulting in excessive flux. The following is a comparison of the flux usage of roller coating and spraying.
| Fluxing method | Usage and cooler internal cleanliness | comparison | picture |
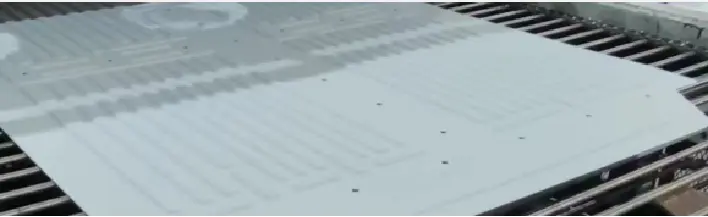
| Flux roller coating | Small amount of flux, good cleanliness | 1. The green area is the flux coating area,2. The gray flow channel area has no flux,2. The flux area is only 0.6 m2,3. The converted flux weight is only 15 g. |  |
| Flux spraying | The amount of flux is large, and the cleanliness is not as good as roller coating | 1. The green areas are all areas where flux is applied, and flux is also applied to the flow channel area.2. The flux area is 2.96 m2, 4.9 times that of roller coating.3. The converted flux weight is 74 g, 4.9 times that of roller coating. |  |
| Fluxing method | Impact on flow resistance and thermal conductivity | Case study | picture |
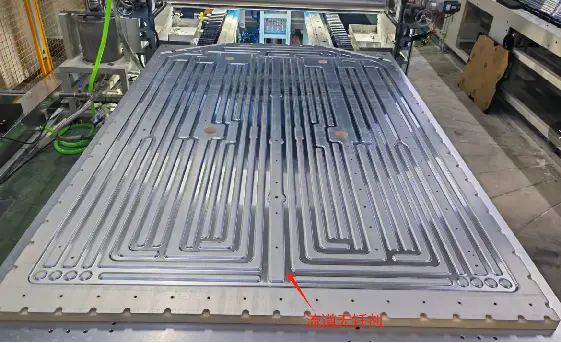
| Flux roller coating | The flux usage is small, not easy to clog, especially for the narrow width of the direct cooling plate flow channel | Taking a direct cooling plate as an example, the bottom of the flow channel is only 2.7mm width(left picture). The roller-applied flux doesn’t act on the bottom of the flow channel, making it less prone to clogging. |  |
| Flux spraying | The usage of brazing flux is large, which is not good to the flow channel design with narrow flow channel width, and the flow resistance is likely to be increase. | Taking a direct cooling plate as an example, the bottom of the flow channel is only 2.7mm.1. Spray flux acts on the bottom of the flow channel, causing clogging. The flow of refrigerant R1234yf can easily cause a large pressure drop, premature evaporation of the refrigerant, and large temperature differences in the battery cells.2. Excess flux residue also increases thermal resistance and affects heat conduction. | |